Brazing and soldering are metal-joining processes that use a filler metal with a lower melting temperature than the base material. These methods are commonly used in aircraft maintenance when a strong, leak-proof joint is required but the higher heat of welding is undesirable.
Torch Brazing of Steel
The definition of joining two pieces of metal by brazing typically meant using brass or bronze as the filler metal. However, that definition has been expanded to include any metal joining process in which the bonding material is a nonferrous metal or alloy with a melting point higher than 800 °F, but lower than that of the metals being joined.
Brazing requires less heat than welding and can be used to join metals that may be damaged by high heat. However, because the strength of a brazed joint is not as great as that of a welded joint, brazing is not used for critical structural repairs on aircraft. Also, any metal part that is subjected to a sustained high temperature should not be brazed.
Brazing is applicable for joining a variety of metals, including brass, copper, bronze, and nickel alloys, cast iron, malleable iron, wrought iron, galvanized iron and steel, carbon steel, and alloy steels. Brazing can also be used to join dissimilar metals, such as copper to steel or steel to cast iron.
When metals are joined by brazing, the base metal parts are not melted. The brazing metal adheres to the base metal by molecular attraction and intergranular penetration; it does not fuse and amalgamate with them.
In brazing, the edges of the pieces to be joined are usually beveled as in welding steel. The surrounding surfaces must be cleaned of dirt and rust. Parts to be brazed must be securely fastened together to prevent any relative movement. The strongest brazed joint is one in which the molten filler metal is drawn in by capillary action, requiring a close fit.
A brazing flux is necessary to obtain a good union between the base metal and the filler metal. It destroys the oxides and floats them to the surface, leaving a clean metal surface free from oxidation. A brazing rod can be purchased with a flux coating already applied, or any one of the numerous fluxes available on the market for specific application may be used. Most fluxes contain a mixture of borax and boric acid.
The base metal should be preheated slowly with a neutral soft flame until it reaches the flowing temperature of the filler metal. If a filler rod that is not precoated with flux is used, heat about 2 inches of the rod end with the torch to a dark purple color and dip it into the flux. Enough flux adheres to the rod that it is unnecessary to spread it over the surface of the metal. Apply the flux-coated rod to the red-hot metal with a brushing motion, using the side of the rod; the brass flows freely into the steel. Keep the torch heat on the base metal to melt the filler rod. Do not melt the rod with the torch. Continue to add the rod as the brazing progresses, with a rhythmic dipping action so that the bead is built to a uniform width and height. The job should be completed rapidly and with the fewest possible passes of the rod and torch.
Notice that some metals are good conductors of heat and dissipate the heat more rapidly away from the joint. Other metals are poor conductors that tend to retain the heat and overheat readily. Controlling the temperature of the base metal is extremely important. The base metal must be hot enough for the brazing filler to flow, but it must never be overheated to the filler metal’s boiling point. This causes the joint to be porous and brittle.
The key to even heating of the joint area is to watch the appearance of the flux. The flux should change appearance uniformly when even heat is being applied. This is especially important when joining two metals of different mass or conductivity.
The brazing rod melts when applied to the red-hot base metal and runs into the joint by capillary attraction. (Note that molten brazing filler metal tends to flow toward the area of higher temperature.) In a torch heated assembly, the outer metal surfaces are slightly hotter than the interior joint surfaces. The filler metal should be deposited directly adjacent to the joint. Where possible, the heat should be applied to the assembly on the side opposite to where the filler is applied because the filler metal tends to flow toward the source of greater heat.
After the brazing is complete, the assembly or component must be cleaned. Since most brazing fluxes are water soluble, a hot water rinse (120 °F or hotter) and a wire brush remove the flux. If the flux was overheated during the brazing process, it usually turns green or black. In this case, the flux needs to be removed with a mild acid solution recommended by the manufacturer of the flux in use.
Torch Brazing of Aluminum
Torch brazing of aluminum is done using similar methods as brazing of other materials. The brazing material itself is an aluminum/silicon alloy having a slightly lower melting temperature than the base material. Aluminum brazing occurs at temperatures over 875 °F, but below the melting point of the parent metal. This is performed with a specific aluminum brazing flux. Brazing is best suited to joint configurations that have large surface areas in contact, such as the lap, or for fitting fuel tank bungs and fittings. Either acetylene or hydrogen may be used as fuel gas, both being used for production work for many years. Using eye protection that reduces the sodium flare, such as the TM2000 lens, is recommended.
When using acetylene, the tip size is usually the same, or one size smaller than that used for welding of aluminum. A slightly reducing flame, with approximately 1 to 2 times the normal feather length, is used to form a slightly cooler flame, and the torch is held back at a greater distance using the outer envelope as the heat source rather than the inner cone. Prepare the flux and apply in the same manner as the aluminum welding flux, fluxing both the base metal and filler material. Heat the parts with the outer envelope of the flame, watching for the flux to begin to liquefy; the filler may be applied at that point. The filler should flow easily. If the part gets overheated, the flux turns brown or gray. If this happens, reclean and re-flux the part before continuing. Brazing is more easily accomplished on 1100, 3003, and 6061 aluminum alloys. 5052 alloy is more difficult; proper cleaning and practice are vital. There are brazing products sold that have the flux contained in hollow spaces in the filler metal itself, which typically work only on 1100, 3003, and 6061 alloys as the flux is not strong enough for use on 5052. Cleaning after brazing is accomplished the same as with oxy-fuel welding of aluminum, using hot water and a clean stainless steel brush. The flux is corrosive, so every effort should be made to remove it thoroughly and quickly after the brazing is completed.
Soldering
Soldering is a method of thermally joining metal parts with a molten nonferrous alloy that melts at a temperature below 800 °F. The molten alloy is pulled up between close-fitting parts by capillary action. When the alloy cools and hardens, it forms a strong, leak-proof connection.
Soft solder is chiefly used to join copper and brass where a leak-proof joint is desired, and sometimes for fitting joints to promote rigidity and prevent corrosion. Soft soldering is generally performed only in minor repair jobs. Soft solder is also used to join electrical connections. It forms a strong union with low electrical resistance.
Soft soldering does not require the heat of an oxy-fuel gas torch and can be performed using a small propane or MAPP® gas torch, an electrical soldering iron, or in some cases, a soldering copper, that is heated by an outside source, such as an oven or torch. The soft solders are chiefly alloys of tin and lead. The percentages of tin and lead vary considerably in the various solders with a corresponding change in their melting points ranging from 293 °F to 592 °F. Half-and-half (50/50) is the most common general-purpose solder. It contains equal portions of tin and lead and melts at approximately 360 °F.
To get the best results for heat transfer when using an electrical soldering iron or a soldering copper, the tip must be clean and have a layer of solder on it. This is usually referred to as being tinned. The hot iron or copper should be fluxed and the solder wiped across the tip to form a bright, thin layer of solder.
Flux is used with soft solder for the same reasons as with brazing. It cleans the surface area to be joined and promotes the flow by capillary action into the joint. Most fluxes should be cleaned away after the job is completed because they cause corrosion. Electrical connections should be soldered only with soft solder containing rosin. Rosin does not corrode the electrical connection.
Aluminum Soldering
The soldering of aluminum is much like the soldering of other metals. The use of special aluminum solders is required, along with the necessary flux. Aluminum soldering occurs at temperatures below 875 °F. Soldering can be accomplished using the oxy-acetylene, oxy-hydrogen, or even an air-propane torch setup. A neutral flame is used in the case of either oxy-acetylene or oxy-hydrogen. Depending on the solder and flux type, most common aluminum alloys can be soldered. Being of lower melting temperature, a tip one or two sizes smaller than required for welding is used, along with a soft flame setting.
Joint design for aluminum soldering follows the same general principles used for other metals. Lap joints are preferred to tee or butt joints due to the larger surface contact area. However, parts such as heat exchanger tubes are a common exception to this.
Normally, the parts are cleaned as for welding or brazing, and the flux is applied according to manufacturer’s instructions. The parts are evenly heated with the outer envelope of the flame to avoid overheating the flux, and the solder is applied in a fashion similar to that for other base metals. Cleaning after soldering may not be required to prevent oxidation because some fluxes are not corrosive. However, it is always advisable to remove all flux residues after soldering.
Aluminum soldering is commonly used in such applications as the repair of heat exchanger or radiator cores originally using a soldered joint. It is not, however, to be used as a direct replacement repair for brazing or welding.
Silver Soldering
The principal use of silver solder in aircraft work is in the fabrication of high-pressure oxygen lines and other parts that must withstand vibration and high temperatures.
Silver solder is used extensively to join copper and its alloys, nickel and silver, as well as various combinations of these metals and thin steel parts. Silver soldering produces joints of higher strength than those produced by other brazing processes.
Flux must be used in all silver soldering operations to ensure the base metal is chemically clean. The flux removes the film of oxide from the base metal and allows the silver solder to adhere to it.
All silver solder joints must be physically as well as chemically clean. The joint must be free of dirt, grease, oil, and paint. After removing the dirt, grease, etc., any oxide (rust and/or corrosion) should be removed by grinding or filing the piece until bright metal can be seen. During the soldering operation, the flux continues to keep the oxide away from the metal and aid in the flow of the solder.
The three recommended types of joint for silver soldering are lap, flanged, and edge. With these, the metal is formed to furnish a seam wider than the base metal thickness and provide the type of joint that holds up under all types of loads. [Figure]
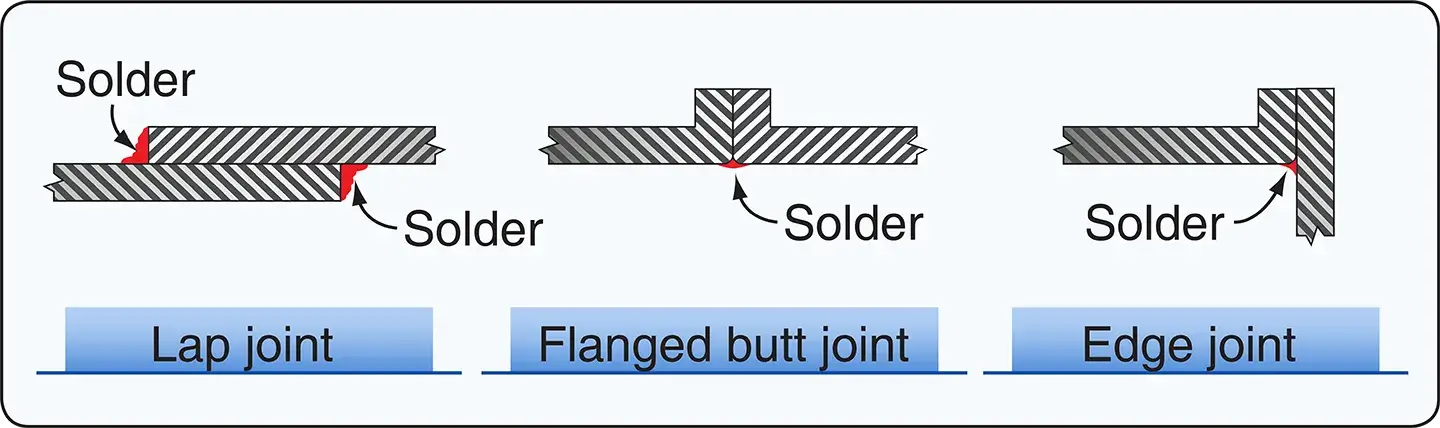 |
| Silver solder joints |
The oxy-acetylene flame for silver soldering should be a soft neutral or slightly reducing flame. That is, a flame with a slight excess of acetylene. During both preheating and application of the solder, the tip of the inner cone of the flame should be held about 1⁄2 inch from the work. The flame should be kept moving so that the metal does not overheat.
When both parts of the base metal are at the correct temperature, the flux flows and solder can be applied directly adjacent to the edge of the seam. It is necessary to simultaneously direct the flame over the seam and keep it moving so that the base metal remains at an even temperature.
What is the primary difference between brazing and welding?
Why is brazing not used for critical structural repairs on aircraft?
What is capillary action in the context of metal joining?
What is "tinning" in soldering?
Why must rosin flux be used for aircraft electrical connections?
RELATED POSTS