Composite materials are becoming more important in the construction of aerospace structures. Aircraft parts made from composite materials, such as fairings, spoilers, and flight controls, were developed during the 1960s for their weight savings over aluminum parts.
New generation large aircraft are designed with all composite fuselage and wing structures, and the repair of these advanced composite materials requires an in-depth knowledge of composite structures, materials, and tooling. The primary advantages of composite materials are their high strength, relatively low weight, and corrosion resistance.
Laminated Structures
Composite materials consist of a combination of materials that are mixed together to achieve specific structural properties. The individual materials do not dissolve or merge completely in the composite, but they act together as one.
Normally, the components can be physically identified as they interface with one another. The properties of the composite material are superior to the properties of the individual materials from which it is constructed.
An advanced composite material is made of a fibrous material embedded in a resin matrix, generally laminated with fibers oriented in alternating directions to give the material strength and stiffness. Fibrous materials are not new; wood is the most common fibrous structural material known to man.
Applications of composites on aircraft include:
- Fairings
- Flight control surfaces
- Landing gear doors
- Leading and trailing edge panels on the wing and stabilizer
- Interior components
- Floor beams and floor boards
- Vertical and horizontal stabilizer primary structure on large aircraft
- Primary wing and fuselage structure on new generation large aircraft
- Turbine engine fan blades
- Propellers
Major Components of a Laminate
An isotropic material has uniform properties in all directions. The measured properties of an isotropic material are independent of the axis of testing. Metals such as aluminum and titanium are examples of isotropic materials.
A fiber is the primary load carrying element of the composite material. The composite material is strongest and stiffest in the direction of the fibers. Unidirectional composites have predominant mechanical properties in one direction and are said to be anisotropic, having mechanical and/or physical properties that vary with direction relative to natural reference axes inherent in the material.
Components made from fiber-reinforced composites can be designed so that the fiber orientation produces optimum mechanical properties, but they can only approach the true isotropic nature of metals, such as aluminum and titanium.
A matrix supports the fibers and bonds them together in the composite material. The matrix transfers any applied loads to the fibers, keeps the fibers in their position and chosen orientation, gives the composite environmental resistance, and determines the maximum service temperature of a composite.
Strength Characteristics
Structural properties, such as stiffness, dimensional stability, and strength of a composite laminate, depend on the stacking sequence of the plies. The stacking sequence describes the distribution of ply orientations through the laminate thickness. As the number of plies with chosen orientations increases, more stacking sequences are possible. For example, a symmetric eight-ply laminate with four different ply orientations has 24 different stacking sequences.
Fiber Orientation
The strength and stiffness of a composite buildup depend on the orientation sequence of the plies. The practical range of strength and stiffness of carbon fiber extends from values as low as those provided by fiberglass to as high as those provided by titanium. This range of values is determined by the orientation of the plies to the applied load.
Proper selection of ply orientation in advanced composite materials is necessary to provide a structurally efficient design. The part might require 0° plies to react to axial loads, ±45° plies to react to shear loads, and 90° plies to react to side loads.
Because the strength design requirements are a function of the applied load direction, ply orientation and ply sequence have to be correct. It is critical during a repair to replace each damaged ply with a ply of the same material and ply orientation.
The fibers in a unidirectional material run in one direction and the strength and stiffness are only in the direction of the fiber. Pre-impregnated (prepreg) tape is an example of a unidirectional ply orientation.
The fibers in a bidirectional material run in two directions, typically 90° apart. A plain weave fabric is an example of a bidirectional ply orientation. These ply orientations have strength in both directions but not necessarily the same strength. [Figure 1]
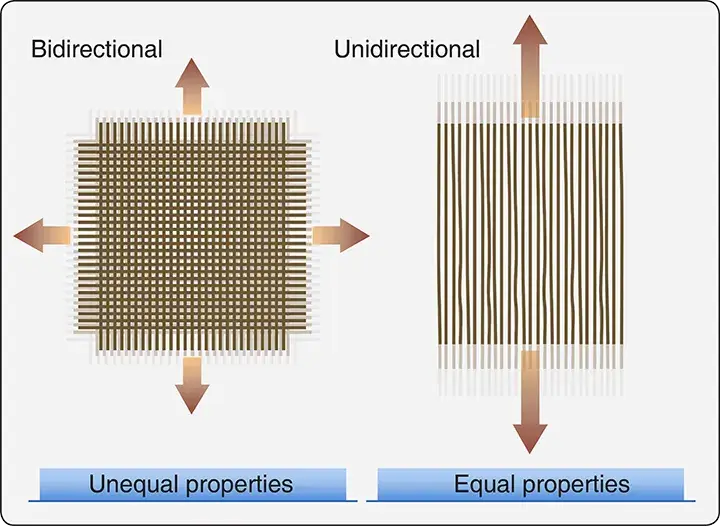 |
| Figure 1. Bidirectional and unidirectional material properties |
The plies of a quasi-isotropic layup are stacked in a 0°, –45°, 45°, and 90° sequence or in a 0°, –60°, and 60° sequence. [Figure 2]
 |
| Figure 2. Quasi-isotropic material layup |
These types of ply orientation simulate the properties of an isotropic material. Many aerospace composite structures are made of quasi-isotropic materials.
Warp Clock
Warp indicates the longitudinal fibers of a fabric. The warp is the high strength direction due to the straightness of the fibers. A warp clock is used to describe direction of fibers on a diagram, spec sheet, or manufacturer’s sheets. If the warp clock is not available on the fabric, the orientation is defaulted to zero as the fabric comes off the roll. Therefore, 90° to zero is the width of the fabric across. [Figure 3]
 |
| Figure 3. A warp clock |
Fiber Forms
All product forms generally begin with spooled unidirectional raw fibers packaged as continuous strands. An individual fiber is called a filament. The word strand is also used to identify an individual glass fiber. Bundles of filaments are identified as tows, yarns, or rovings.
Fiberglass yarns are twisted, while Kevlar® yarns are not. Tows and rovings do not have any twist. Most fibers are available as dry fiber that needs to be impregnated (impreg) with a resin before use or prepreg materials where the resin is already applied to the fiber.
Roving
A roving is a single grouping of filament or fiber ends, such as 20-end or 60-end glass rovings. All filaments are in the same direction and they are not twisted. Carbon rovings are usually identified as 3K, 6K, or 12K rovings, K meaning 1,000 filaments. Most applications for roving products utilize mandrels for filament winding and then resin cure to final configuration.
Unidirectional (Tape)
Unidirectional prepreg tapes have been the standard within the aerospace industry for many years, and the fiber is typically impregnated with thermosetting resins. The most common method of manufacture is to draw collimated raw (dry) strands into the impregnation machine where hot melted resins are combined with the strands using heat and pressure. Tape products have high strength in the fiber direction and virtually no strength across the fibers. The fibers are held in place by the resin. Tapes have a higher strength than woven fabrics. [Figure 4]
 |
| Figure 4. Tape and fabric products |
Bidirectional (Fabric)
Most fabric constructions offer more flexibility for layup of complex shapes than straight unidirectional tapes offer. Fabrics offer the option for resin impregnation either by solution or the hot melt process. Generally, fabrics used for structural applications use like fibers or strands of the same weight or yield in both the warp (longitudinal) and fill (transverse) directions.
For aerospace structures, tightly woven fabrics are usually the choice to save weight, minimizing resin void size, and maintaining fiber orientation during the fabrication process.
Woven structural fabrics are usually constructed with reinforcement tows, strands, or yarns interlocking upon themselves with over/under placement during the weaving process. The more common fabric styles are plain or satin weaves.
The plain weave construction results from each fiber alternating over and then under each intersecting strand (tow, bundle, or yarn). With the common satin weaves, such as 5 harness or 8 harness, the fiber bundles traverse both in warp and fill directions changing over/under position less frequently.
These satin weaves have less crimp and are easier to distort than a plain weave. With plain weave fabrics and most 5 or 8 harness woven fabrics, the fiber strand count is equal in both warp and fill directions.
For example, 3K plain weave often has an additional designation, such as 12 x 12, meaning there are twelve tows per inch in each direction. This count designation can be varied to increase or decrease fabric weight or to accommodate different fibers of varying weight. [Figure 5]
 |
| Figure 5. Typical fabric weave styles |
Nonwoven (Knitted or Stitched)
Knitted or stitched fabrics can offer many of the mechanical advantages of unidirectional tapes. Fiber placement can be straight or unidirectional without the over/under turns of woven fabrics. The fibers are held in place by stitching with fine yarns or threads after preselected orientations of one or more layers of dry plies. These types of fabrics offer a wide range of multi-ply orientations.
Although there may be some added weight penalties or loss of some ultimate reinforcement fiber properties, some gain of interlaminar shear and toughness properties may be realized. Some common stitching yarns are polyester, aramid, or thermoplastics. [Figure 6]
 |
| Figure 6. Nonwoven material (stitched) |
Types of Fiber
Fiberglass
Fiberglass is often used for secondary structure on aircraft, such as fairings, radomes, and wing tips. Fiberglass is also used for helicopter rotor blades. There are several types of fiberglass used in the aviation industry.
Electrical glass, or E-glass, is identified as such for electrical applications. It has high resistance to current flow. E-glass is made from borosilicate glass. S-glass and S2-glass identify structural fiberglass that have a higher strength than E-glass. S-glass is produced from magnesia-alumina-silicate.
Advantages of fiberglass are lower cost than other composite materials, chemical or galvanic corrosion resistance, and electrical properties (fiberglass does not conduct electricity). Fiberglass has a white color and is available as a dry fiber fabric or prepreg material.
Kevlar®
Kevlar® is DuPont’s name for aramid fibers. Aramid fibers are light weight, strong, and tough. Two types of aramid fiber are used in the aviation industry. Kevlar® 49 has a high stiffness and Kevlar® 29 has a low stiffness.
An advantage of aramid fibers is their high resistance to impact damage, so they are often used in areas prone to impact damage. The main disadvantage of aramid fibers is their general weakness in compression and hygroscopy.
Service reports have indicated that some parts made from Kevlar® absorb up to 8 percent of their weight in water. Therefore, parts made from aramid fibers need to be protected from the environment.
Another disadvantage is that Kevlar® is difficult to drill and cut. The fibers fray easily and special scissors are needed to cut the material. Kevlar® is often used for military ballistic and body armor applications.
It has a natural yellow color and is available as dry fabric and prepreg material. Bundles of aramid fibers are not sized by the number of fibers like carbon or fiberglass but by the weight.
Carbon/Graphite
One of the first distinctions to be made among fibers is the difference between carbon and graphite fibers, although the terms are frequently used interchangeably. Carbon and graphite fibers are based on graphene (hexagonal) layer networks present in carbon.
If the graphene layers, or planes, are stacked with three dimensional order, the material is defined as graphite. Usually extended time and temperature processing is required to form this order, making graphite fibers more expensive. Bonding between planes is weak. Disorder frequently occurs such that only two-dimensional ordering within the layers is present. This material is defined as carbon.
Carbon fibers are very stiff and strong, 3 to 10 times stiffer than glass fibers. Carbon fiber is used for structural aircraft applications, such as floor beams, stabilizers, flight controls, and primary fuselage and wing structure.
Advantages include its high strength and corrosion resistance. Disadvantages include lower conductivity than aluminum; therefore, a lightning protection mesh or coating is necessary for aircraft parts that are prone to lightning strikes. Another disadvantage of carbon fiber is its high cost.
Carbon fiber is gray or black in color and is available as dry fabric and prepreg material. Carbon fibers have a high potential for causing galvanic corrosion when used with metallic fasteners and structures. [Figure 7]
 |
| Figure 7. Fiberglass (left), Kevlar® (middle), and carbon fiber material (right) |
Boron
Boron fibers are very stiff and have a high tensile and compressive strength. The fibers have a relatively large diameter and do not flex well; therefore, they are available only as a prepreg tape product. An epoxy matrix is often used with the boron fiber.
Boron fibers are used to repair cracked aluminum aircraft skins, because the thermal expansion of boron is close to aluminum and there is no galvanic corrosion potential. Boron fiber is difficult to use if the parent material surface has a contoured shape. The boron fibers are very expensive and can be hazardous for personnel. Boron fibers are used primarily in military aviation applications.
Ceramic Fibers
Ceramic fibers are used for high-temperature applications, such as turbine blades in a gas turbine engine. The ceramic fibers can be used to temperatures up to 2,200 °F.
Lightning Protection Fibers
An aluminum airplane is quite conductive and is able to dissipate the high currents resulting from a lightning strike. Carbon fibers are 1,000 times more resistive than aluminum to current flow, and epoxy resin is 1,000,000 times more resistive (i.e., perpendicular to the skin).
The surface of an external composite component often consists of a ply or layer of conductive material for lightning strike protection because composite materials are less conductive than aluminum. Many different types of conductive materials are used ranging from nickel-coated graphite cloth to metal meshes to aluminized fiberglass to conductive paints. The materials are available for wet layup and as prepreg.
In addition to a normal structural repair, the technician must also recreate the electrical conductivity designed into the part. These types of repair generally require a conductivity test to be performed with an ohmmeter to verify minimum electrical resistance across the structure. When repairing these types of structures, it is extremely important to use only the approved materials from authorized vendors, including such items as potting compounds, sealants, adhesives, and so forth. [Figures 8 and 9]
 |
| Figure 8. Copper mesh lightning protection material |
 |
| Figure 9. Aluminum mesh lightning protection material |
Matrix Materials
Thermosetting Resins
Resin is a generic term used to designate the polymer. The resin, its chemical composition, and physical properties fundamentally affect the processing, fabrication, and ultimate properties of a composite material. Thermosetting resins are the most diverse and widely used of all man-made materials. They are easily poured or formed into any shape, are compatible with most other materials, and cure readily (by heat or catalyst) into an insoluble solid. Thermosetting resins are also excellent adhesives and bonding agents.
Polyester Resins
Polyester resins are relatively inexpensive, fast processing resins used generally for low cost applications. Low smoke producing polyester resins are used for interior parts of the aircraft. Fiber-reinforced polyesters can be processed by many methods. Common processing methods include matched metal molding, wet layup, press (vacuum bag) molding, injection molding, filament winding, pultrusion, and autoclaving.
Vinyl Ester Resin
The appearance, handling properties, and curing characteristics of vinyl ester resins are the same as those of conventional polyester resins. However, the corrosion resistance and mechanical properties of vinyl ester composites are much improved over standard polyester resin composites.
Phenolic Resin
Phenol-formaldehyde resins were first produced commercially in the early 1900s for use in the commercial market. Urea-formaldehyde and melamine-formaldehyde appeared in the 1920–1930s as a less expensive alternative for lower temperature use. Phenolic resins are used for interior components because of their low smoke and flammability characteristics.
Epoxy
Epoxies are polymerizable thermosetting resins and are available in a variety of viscosities from liquid to solid. There are many different types of epoxy, and the technician should use the maintenance manual to select the correct type for a specific repair. Epoxies are used widely in resins for prepreg materials and structural adhesives.
The advantages of epoxies are high strength and modulus, low levels of volatiles, excellent adhesion, low shrinkage, good chemical resistance, and ease of processing. Their major disadvantages are brittleness and the reduction of properties in the presence of moisture. The processing or curing of epoxies is slower than polyester resins.
Processing techniques include autoclave molding, filament winding, press molding, vacuum bag molding, resin transfer molding, and pultrusion. Curing temperatures vary from room temperature to approximately 350 °F (180 °C). The most common cure temperatures range between 250 °F and 350 °F (120–180 °C). [Figure 10]
 |
| Figure 10. Two-part wet layup epoxy resin system with pump dispenser |
Polyimides
Polyimide resins excel in high-temperature environments where their thermal resistance, oxidative stability, low coefficient of thermal expansion, and solvent resistance benefit the design. Their primary uses are circuit boards and hot engine and airframe structures.
A polyimide may be either a thermoset resin or a thermoplastic. Polyimides require high cure temperatures, usually in excess of 550 °F (290 °C). Consequently, normal epoxy composite bagging materials are not usable, and steel tooling becomes a necessity.
Polyimide bagging and release films, such as Kapton® are used. It is extremely important that Upilex® replace the lower cost nylon bagging and polytetrafluoroethylene (PTFE) release films common to epoxy composite processing. Fiberglass fabrics must be used for bleeder and breather materials instead of polyester mat materials due to the low melting point of polyester.
Polybenzimidazoles (PBI)
Polybenzimidazole resin is extremely high temperature resistant and is used for high-temperature materials. These resins are available as adhesive and fiber.
Bismaleimides (BMI)
Bismaleimide resins have a higher temperature capability and higher toughness than epoxy resins, and they provide excellent performance at ambient and elevated temperatures. The processing of bismaleimide resins is similar to that for epoxy resins. BMIs are used for aero engines and high temperature components. BMIs are suitable for standard autoclave processing, injection molding, resin transfer molding, and sheet molded compound (SMC) among others.
Thermoplastic Resins
Thermoplastic materials can be softened repeatedly by an increase of temperature and hardened by a decrease in temperature. Processing speed is the primary advantage of thermoplastic materials. Chemical curing of the material does not take place during processing, and the material can be shaped by molding or extrusion when it is soft.
Semicrystalline Thermoplastics
Semicrystalline thermoplastics possess properties of inherent flame resistance, superior toughness, good mechanical properties at elevated temperatures and after impact, and low moisture absorption. They are used in secondary and primary aircraft structures.
Combined with reinforcing fibers, they are available in injection molding compounds, compression-moldable random sheets, unidirectional tapes, prepregs fabricated from tow (towpreg), and woven prepregs. Fibers impregnated in semicrystalline thermoplastics include carbon, nickel-coated carbon, aramid, glass, quartz, and others.
Amorphous Thermoplastics
Amorphous thermoplastics are available in several physical forms, including films, filaments, and powders. Combined with reinforcing fibers, they are also available in injection molding compounds, compressive moldable random sheets, unidirectional tapes, woven prepregs, etc. The fibers used are primarily carbon, aramid, and glass.
The specific advantages of amorphous thermoplastics depend upon the polymer. Typically, the resins are noted for their processing ease and speed, high temperature capability, good mechanical properties, excellent toughness and impact strength, and chemical stability. The stability results in unlimited shelf life, eliminating the cold storage requirements of thermoset prepregs.
Polyether Ether Ketone (PEEK)
Polyether ether ketone, better known as PEEK, is a high-temperature thermoplastic. This aromatic ketone material offers outstanding thermal and combustion characteristics and resistance to a wide range of solvents and proprietary fluids. PEEK can also be reinforced with glass and carbon.
Curing Stages of Resins
Thermosetting resins use a chemical reaction to cure. There are three curing stages, which are called A, B, and C.
- A stage: The components of the resin (base material and hardener) have been mixed but the chemical reaction has not started. The resin is in the A stage during a wet layup procedure.
- B stage: The components of the resin have been mixed and the chemical reaction has started. The material has thickened and is tacky. The resins of prepreg materials are in the B stage. To prevent further curing the resin is placed in a freezer at 0 °F. In the frozen state, the resin of the prepreg material stays in the B stage. The curing starts when the material is removed from the freezer and warmed again.
- C stage: The resin is fully cured. Some resins cure at room temperature and others need an elevated temperature cure cycle to fully cure.
Pre-Impregnated Products (Prepregs)
Prepreg material consists of a combination of a matrix and fiber reinforcement. It is available in unidirectional form (one direction of reinforcement) and fabric form (several directions of reinforcement). All five of the major families of matrix resins can be used to impregnate various fiber forms. The resin is then no longer in a low-viscosity stage, but has been advanced to a B stage level of cure for better handling characteristics.
The following products are available in prepreg form: unidirectional tapes, woven fabrics, continuous strand rovings, and chopped mat. Prepreg materials must be stored in a freezer at a temperature below 0 °F to retard the curing process. Prepreg materials are cured with an elevated temperature.
Many prepreg materials used in aerospace are impregnated with an epoxy resin and they are cured at either 250 °F or 350 °F. Prepreg materials are cured with an autoclave, oven, or heat blanket. They are typically purchased and stored on a roll in a sealed plastic bag to avoid moisture contamination. [Figure 11]
 |
| Figure 11. Tape and fabric prepreg materials |
Dry Fiber Material
Dry fiber materials, such as carbon, glass, and Kevlar® are used for many aircraft repair procedures. The dry fabric is impregnated with a resin just before the repair work starts. This process is often called wet layup.
The main advantage of using the wet layup process is that the fiber and resin can be stored for a long time at room temperature. The composite can be cured at room temperature or an elevated temperature cure can be used to speed up the curing process and increase the strength. The disadvantage is that the process is messy and reinforcement properties are less than prepreg material properties. [Figure 12]
 |
| Figure 12. Dry fabric materials (top to bottom: aluminum lightning protection mess, Kevlar®, fiberglass, and carbon fiber) |
Thixotropic Agents
Thixotropic agents are gel-like at rest but become fluid when agitated. These materials have high static shear strength and low dynamic shear strength, allowing them to lose viscosity under stress.
Adhesives
Film Adhesives
Structural adhesives for aerospace applications are generally supplied as thin films supported on a release paper and stored under refrigerated conditions (–18 °C, or 0 °F). Film adhesives are available using high-temperature aromatic amine or catalytic curing agents with a wide range of flexibilizing and toughening agents.
Rubber-toughened epoxy film adhesives are widely used in aircraft industry. The upper temperature limit of 121–177 °C (250–350 °F) is usually dictated by the degree of toughening required and by the overall choice of resins and curing agents.
In general, toughening of a resin results in a lower usable service temperature. Film materials are frequently supported by fibers that serve to improve handling of the films prior to cure, control adhesive flow during bonding, and assist in bond line thickness control. Fibers can be incorporated as short-fiber mats with random orientation or as woven cloth.
Commonly encountered fibers are polyesters, polyamides (nylon), and glass. Adhesives containing woven cloth may have slightly degraded environmental properties because of wicking of water by the fiber. Random mat scrim cloth is not as efficient for controlling film thickness as woven cloth because the unrestricted fibers move during bonding. Spun-bonded nonwoven scrims do not move and are, therefore, widely used. [Figures 13 and 14]
 |
| Figure 13. The use of film adhesive mess, Kevlar®, fiberglass, and carbon fiber |
 |
| Figure 14. A roll of film adhesive |
Paste Adhesives
Paste adhesives are used as an alternative to film adhesive. These are often used to secondary bond repair patches to damaged parts and also used in places where film adhesive is difficult to apply. Paste adhesives for structural bonding are made mostly from epoxy. One part and two part systems are available.
The advantages of paste adhesives are that they can be stored at room temperature and have a long shelf life. The disadvantage is that the bondline thickness is hard to control, which affects the strength of the bond. A scrim cloth can be used to maintain adhesive in the bondline when bonding patches with paste adhesive. [Figure 15]
 |
| Figure 15. Two-part paste adhesive |
Foaming Adhesives
Most foaming adhesives are 0.025-inch to 0.10-inch thick sheets of B staged epoxy. Foam adhesives cure at 250 °F or 350 °F. During the cure cycle, the foaming adhesives expand. Foaming adhesives need to be stored in the freezer just like prepregs, and they have only a limited storage life. Foaming adhesives are used to splice pieces of honeycomb together in a sandwich construction and to bond repair plugs to the existing core during a prepreg repair. [Figure 16]
 |
| Figure 16. The use of foaming adhesives |
Quick Review: Aircraft Composite Structures
What is the difference between isotropic and anisotropic materials?
Why is ply orientation critical during a structural repair?
What are the three curing stages of thermosetting resins?
- A Stage: Components are mixed, but the reaction hasn't started (liquid).
- B Stage: The reaction has started; the material is tacky and semi-solid (standard for prepregs).
- C Stage: The resin is fully cured and solid.
Why does carbon fiber require specific lightning protection?
RELATED POSTS